

赛万特 快速钻 U钻 浅孔钻

----------------------------------------------------------
产品参数:
U钻也叫浅孔钻、快速钻、暴力钻等。标准叫法是机夹钻头或刀片式钻头。
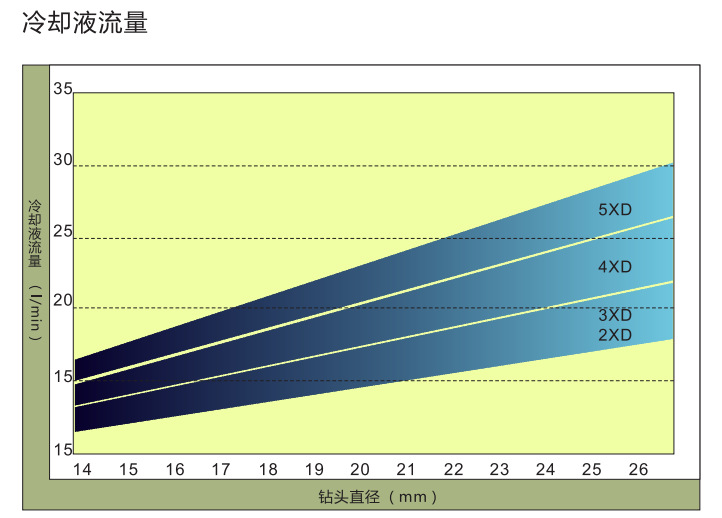
U钻其实是一种内冷钻头、排削好、可以连续钻孔,这使得U钻打孔的效率很高。
快速钻U钻喷水钻内冷钻,品种齐全,适用于机床加工、农业机械、航天航空、石油化工等领域。
---------------------------------------------------------
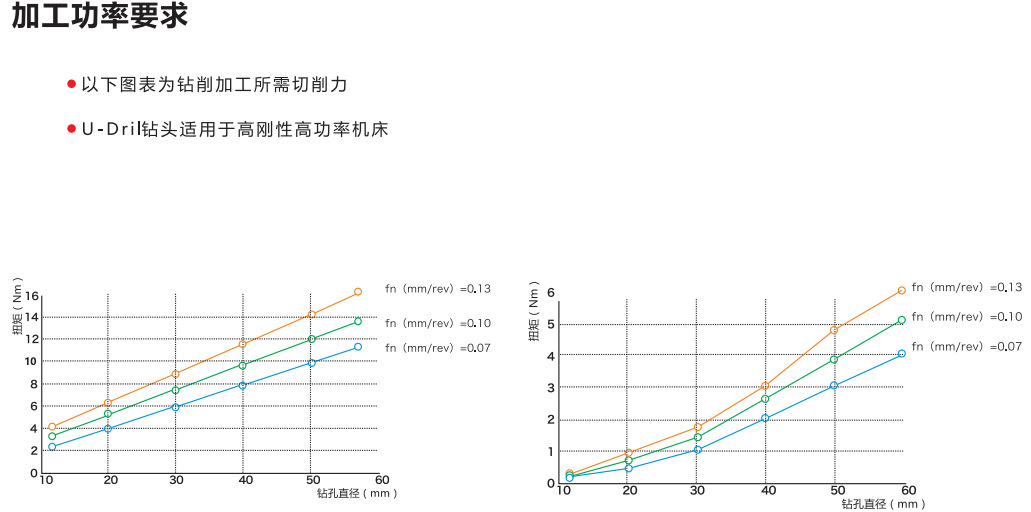
快速钻相关参数计算方法:
----------------------------------------------------------
|
转速公式:S=Vc*1000/3.14/Dc(S为转速,Vc为线速度, Dc为钻头直径)
实例:刀片线速度120m/min,钻头直径为φ20mm, 其钻头转速:S=120*1000/3.14/20=1900rev/min
|
|
进给公式:Vf=Fr*S(Vf为进给,Fr为每转进给,S为转速)
实例:主轴转速度1900rev/min,每钻进给量为0.1mm/rev, 其他进给速度为:Vf=Fr*S=1900*0.1=190mm/min |
|
加工时间:Tc=H/Vf*60(Tc为加工时间,H为孔深,Vf为进给)
实例:钻一直径为φ20mm,深为40mm的孔,进给速度为190mm/min;Tc=H/Vf*60 |
----------------------------------------------------------
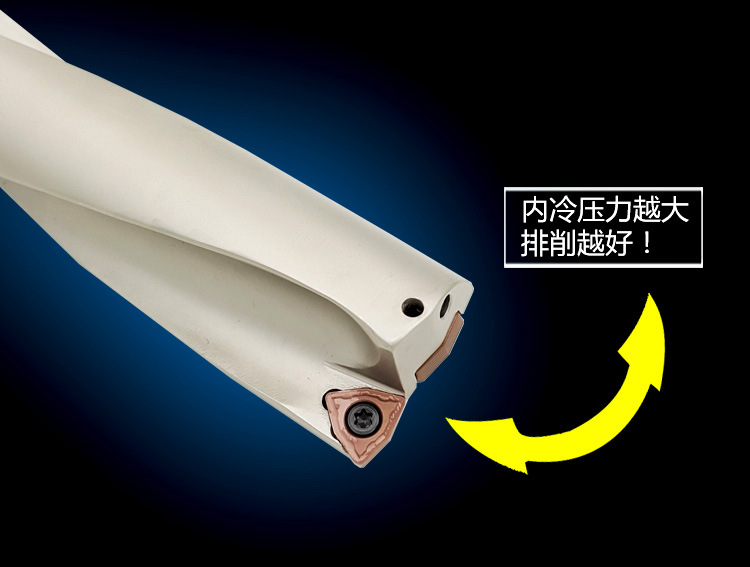
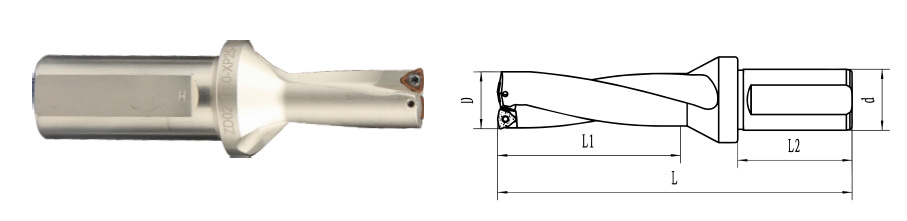
U钻设计精巧 刀片采用的是WC住友刀片

U钻(快速钻)头部
Savant(赛万特)U钻加工自带内冷,内冷压力越大,排削越好,采用WC住友刀片
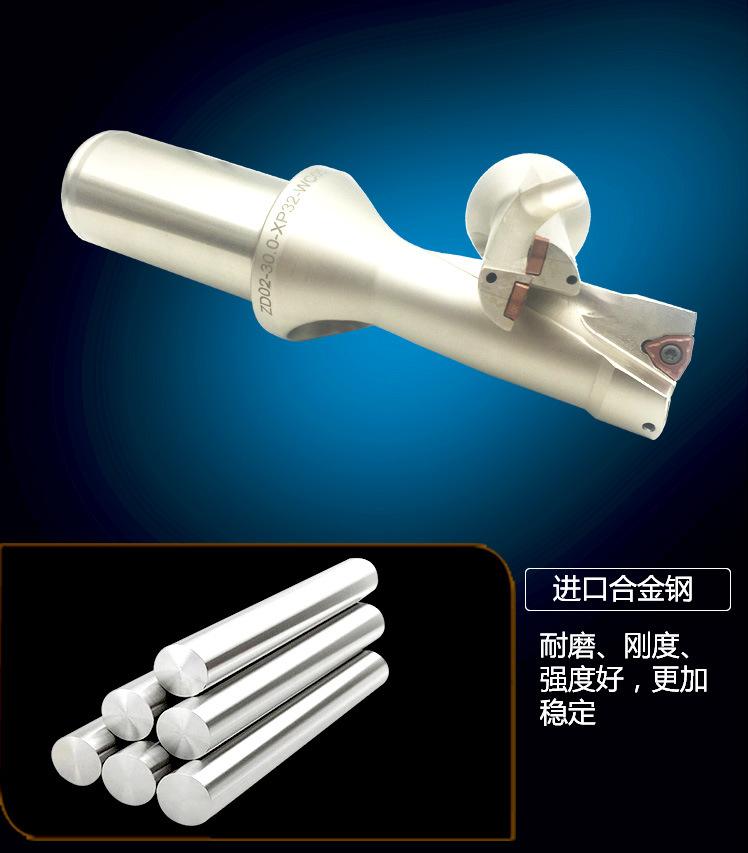
刀具材质
采用优良合金钢,刀具耐磨,使用寿命长,同时刀具的强度和刚性更好,切削更加稳定,刀片的使用寿命更长,被加工工件的表面光洁度及尺寸精度提高,在恶劣工况下使用刀具和刀片不容易损坏。
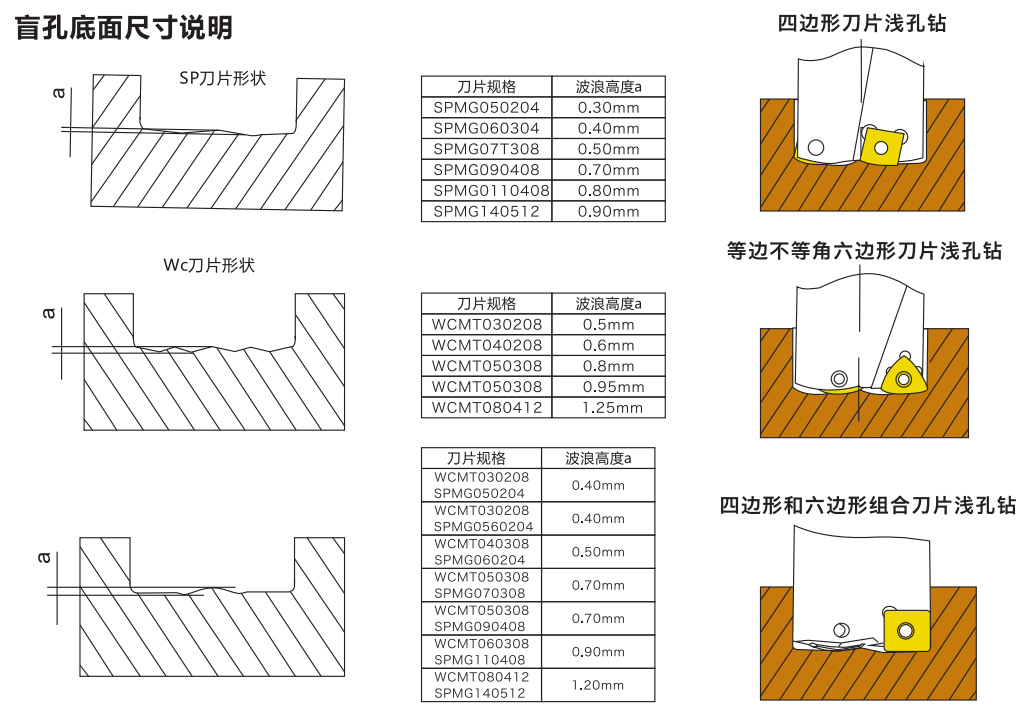
WC刀片和SP刀片加工的底部说明
U钻和麻花钻的区别
1.U钻与普通钻头的区别就是U钻使用刀片-----周边刀片和中心刀片,刀具磨损后无需重磨直接更换刀片即可。
2.使用可转位刀片比整体硬钻要节省材料,并且刀片的一致性更容易控制零件尺寸。
3.U钻的刚性好,可以采用很高的进给率。
4.U钻的加工直径要比普通钻头大的多,最大能达到D50~60mm。
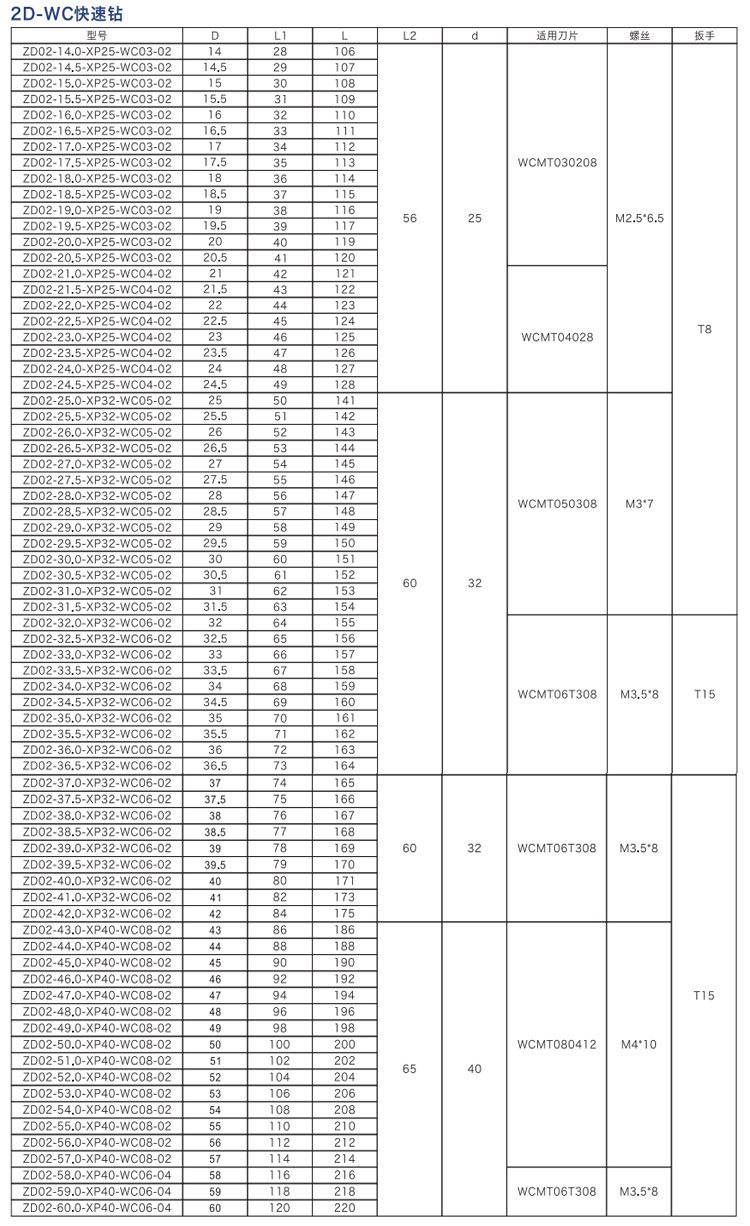
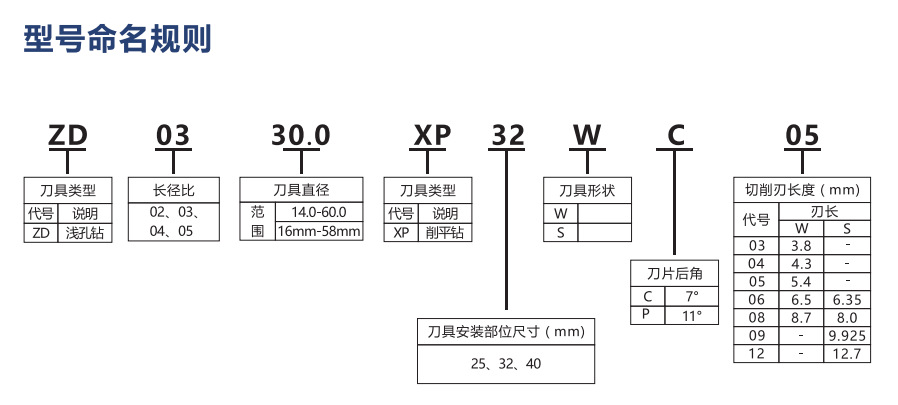
U钻型号规格表
优点:
1.使用寿命长 使用U钻技术不但能减少钻屑工具,且因U钻采用头部镶硬质合金方式,使切削寿命为普通钻头的几十倍,同时磨损时可随时换刀片,节省了大量的磨削时间,能平均提高功效;
2.无需预打 使用U钻无需预打中心孔,切加工出的盲孔底部较为平直,对于要求不高的可以省去平底钻;
3.光洁度好 使用U钻加工出的孔表面光洁度好,公差范围小,和替代部分粗镗刀使用;
4.无需退屑 在标准长径条件下,使用U钻打孔时无需退屑;
5.成本降低 U钻为可转位刀具,刀片磨损无需刃磨,换刀方便,且成本低廉;
6.技术性 U钻可以在倾斜角小于30°的表面打孔,而无降低切削参数;
7.便易性 U钻可实现多阶梯的钻削,并能镗、倒角(需定制);
8.提升效率 U钻钻削时钻削多位短碎削并可利用产品的工作连续性缩短加工时间,提升效率;

注意事项:
使用过程中转速、进给应按加工环境等因素做调整,如有疑问请致电我司,我司会针对客户实际情况给出意见。在加工时,快要打穿孔的时候进给放慢,因为在快打通的时候很容易跳刀,刀片寿命降低,因此放慢进给转速即可。

